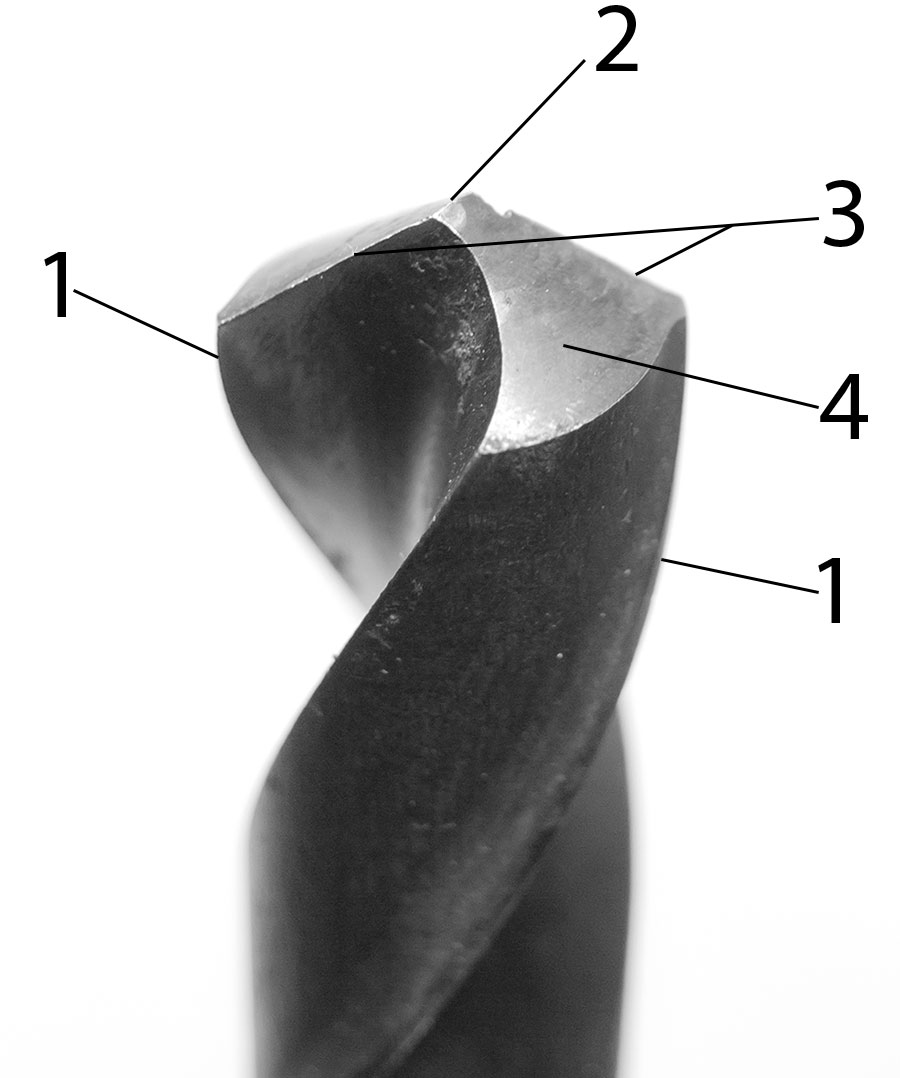
| Freiwinkel \[\alpha \] | Keilwinkel \[\beta \] | Spanwinkel \[\gamma \] | Spitzenwinkel \[\sigma\] |
|---|---|---|---|
| er beträgt im Allgemeinen 8°-10° | für harte Werkstoffe groß, für weiche klein | für harte Werkstoffe klein, für weiche groß | richtet sich nach dem Werkstoff |
| Bohrertypen | |
|---|---|
| Weiche Werkstoffe (langspanend): Alu, Alulegierungen, weiches Kupfer, Zink, weiche Kunststoffe |
Bohrertyp W \[\gamma = 27^\circ - 45^\circ \] |
| Normale Werkstoffe: Stahl, Grauguss, Stahlguss |
Bohrertyp N \[\gamma = 19^\circ - 40^\circ \] |
| Harte Werkstoffe (kurzspanend): Messing, Bleibronze, Magnesium |
Bohrertyp H \[\gamma = 10^\circ - 19^\circ \] |
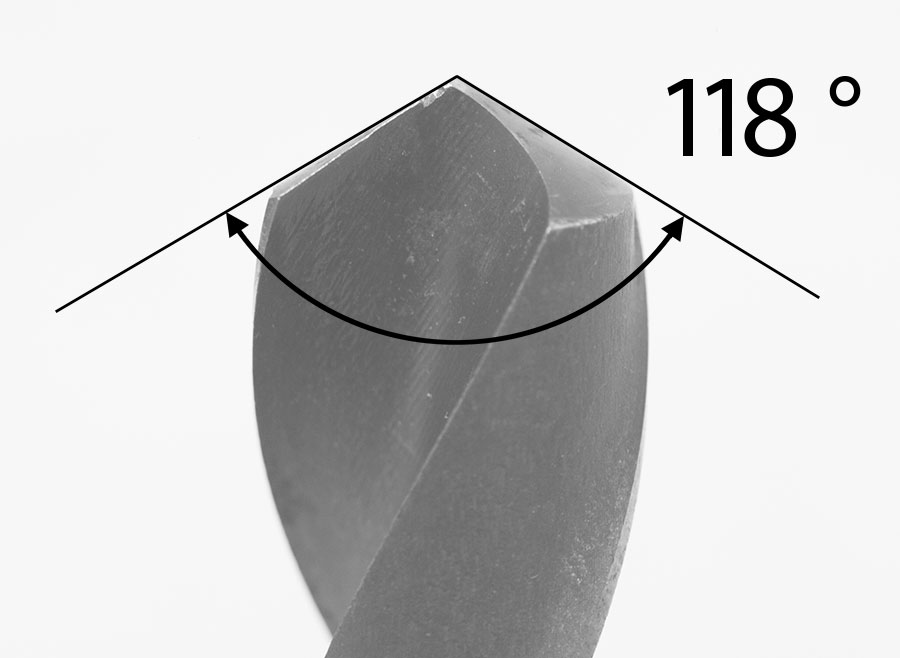
| Spitzenwinkel \[\sigma\] | |
|---|---|
| Stahl, Stahlguss, Grauguss, Temperguss, Rotguss, Messing, Bronze | 118° |
| Kupfer, Blei- und Zinklegierungen, Aluminiumlegierungen | 130° |

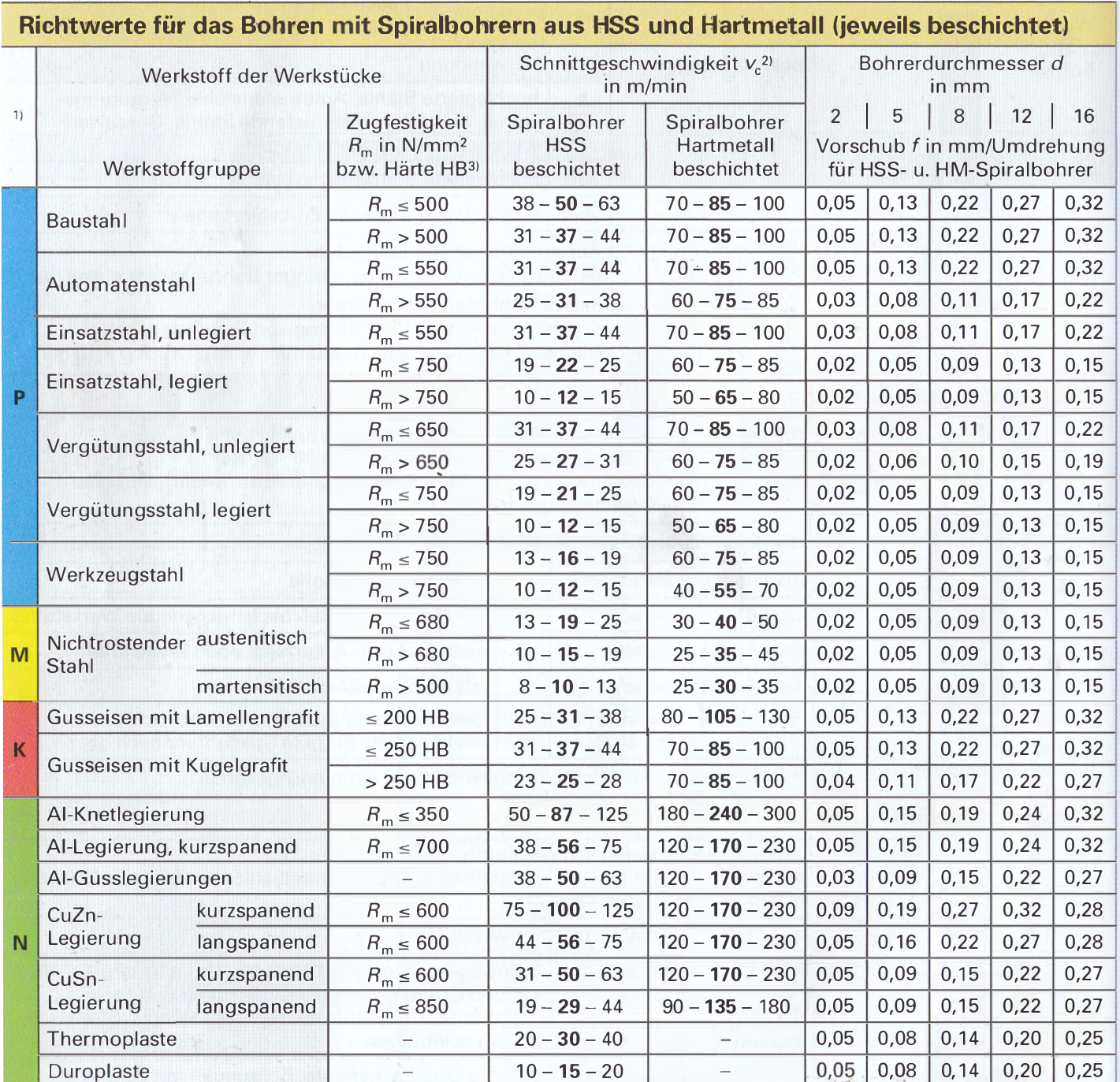
Hochleistungsschnellschnittstahl (HSS) ist der gebräuchlichste Werkstoff für Spiralbohrer.
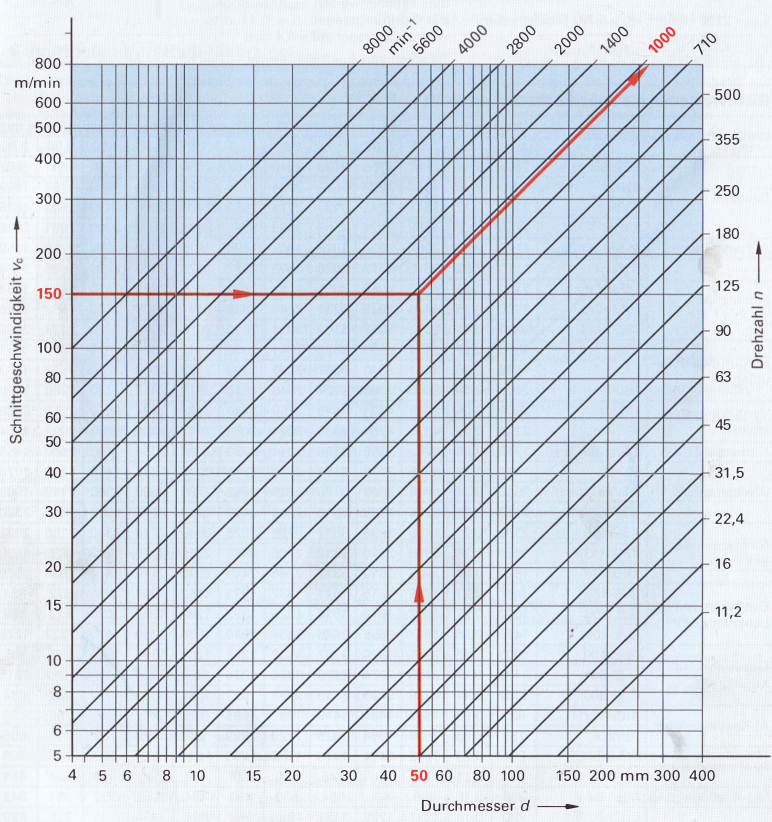
| Bohrerdurchmesser in mm |
Schnittgeschwindigkeit in m/min |
Drehzahl nach Diagramm 1/min |
Drehzahl berechnet in 1min |
|---|---|---|---|
| 6 | 20 | ||
| 15 | 30 | ||
| 12 | 25 | ||
| 25 | 30 |
- Bei einer empfohlenen Schnittgeschwindigkeit von 180 m/min für eine bestimmte Bearbeitung in Aluminium, wie hoch ist die Drehzahl, wenn mit einem 35 mm Spiralbohrer gearbeitet wird?
- Ein Bohrer mit 12 mm Durchmesser wird mit 1500 U/min in Aluminium gedreht. Ein zweiter Bohrer mit 20 mm Durchmesser wird mit 900 U/min betrieben. Vergleichen Sie die beiden Schnittgeschwindigkeiten.
- Ein Loch mit 15 mmDurchmesser wird in Edelstahl gebohrt. Der Hersteller gibt eine maximale Schnittgeschwindigkeit von 30m/min vor.
- Berechnen Sie die maximale Drehzahl, die Sie einstellen dürfen.
- Welche Drehzahl würden Sie von den folgenden einstellen: 600, 700, 750 U/min? Begründen Sie Ihre Wahl.
- Warum soll beim Bohren ein Kühlschmierstoff zugeführt werden?
- Wonach richtet sich der Spitzenwinkel beim Spiralbohrer?
- Welche Werkstoffe werden für Spiralbohrer verwendet?
- Wovon ist die Schnittgeschwindigkeit abhängig?
- Wie wird die Bohrdrehzahl n angegeben?
- Wie ermittelt man die richtige Bohrdrehzahl?
- Es wird an einer Säulenbohrmaschine mit einem Bohrer gebohrt, der einen Durchmesser von 8 mm hat. Die gewählte Drehzahl beträgt 800 1/min. Berechne die Schnittgeschwindigkeit!